
Kurutma Silindiri/Kutu Kurutucu/Çelik Yankee
Kurutma Silindiri/Kutu Kurutucu/Çelik Yankee
kurutucu silindiri
Kurutma silindiri, dökme demir veya çelik levhadan yapılmış, her iki ucunda kapak bulunan, silindir gövdesi ve her iki ucunda silindir başlıklarından oluşan içi boş bir silindirdir. Dış çapı genellikle 1000-3000 mm arasındadır. Çalışma sırasında, kağıdı kurutmak için içine buhar verilir.
Kağıt makineleri için kurutucu, kağıdı kurutmak için kullanılan önemli bir bileşendir – I. Sınıf basınçlı kaplar.
Dökme demir kurutma silindirlerinin sayısı, kağıt endüstrisindeki toplam basınçlı kap sayısının yaklaşık 2/3'ünü oluşturmaktadır. Kurutma silindirlerinin üretiminde yaygın olarak kullanılan malzemeler HT200 ve HT250'dir.

Üretim kalitesi açısından, delik açılmaması veya aşırı kum deliği oluşmaması gerekmektedir.
Kağıt yüzeyinin pürüzsüzlüğünü artırmak için, kurutucunun dış yüzeyinin parlatılması ve iç yüzeyinin düzleştirilmesi gerekir; böylece kurutucunun tüm duvarının kalınlığı tutarlı kalır ve kurutucunun güvenliği, dengesi ve homojen ısı transferi sağlanır.
Kurutma makinesinin işlevi, kağıttaki nemi kurutmak ve kağıt yüzeyini süslemektir.
Ana bileşenler kurutucu silindiri
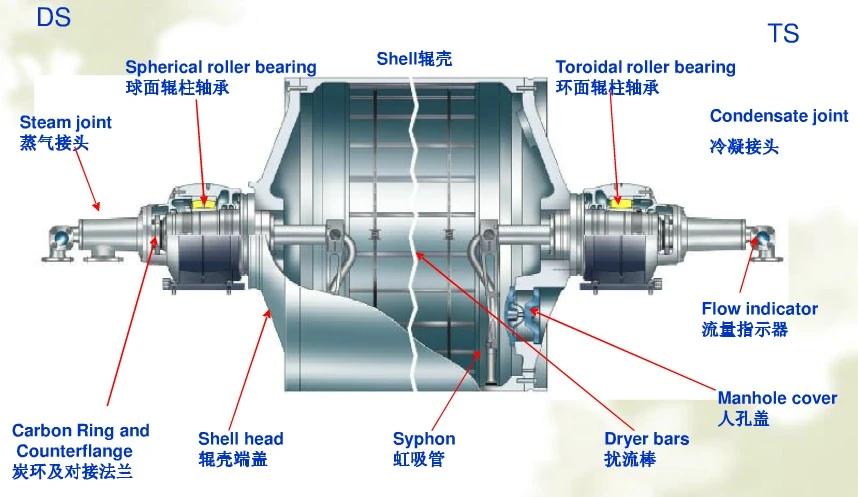
Kurutma makinesinin ana bileşenleri şunlardır: silindir gövdesi, türbülans çubuğu, sifon borusu, uç kapağı, menhol kapağı, yataklar, şaft başlığı, buhar bağlantısı vb.
Kurutma prensibi kurutucu silindiri
Buhar bağlantı noktasından giren doymuş buhar kurutucunun içinde yoğunlaşarak ısı açığa çıkarır ve bu da kurutucunun sıcaklığının yükselmesine, dolayısıyla silindir kabuğunun yüzeyinde hareket eden kağıt tabakalarının ısınmasına neden olur.
Isı, kağıt ile kurutucu yüzeyi arasındaki temas yoluyla kağıda aktarılır.
Buhar ısıyı açığa çıkarıp yoğunlaştıktan sonra büyük miktarda yoğunlaşmış su oluşur. Bu yoğunlaşmış su, kurutucunun dönmesinden kaynaklanan merkezkaç kuvveti nedeniyle kurutucunun iç yüzeyine yapışarak yüksek açısal hızda bir su halkası oluşturur ve bu da ısı transferini kurutucu yüzeyine engeller.
Bu nedenle, yoğunlaşan suyu zamanında boşaltmak için bir sifon borusuna ihtiyaç duyulmaktadır.
Düşük hızlarda su halkası oluşmaz, ancak yoğuşma suyu sıçrayabilir ve kurutucunun içinde birikebilir.

ana bileşenler kurutucu silindiri
Buharlı bağlantı kurutucu silindiri
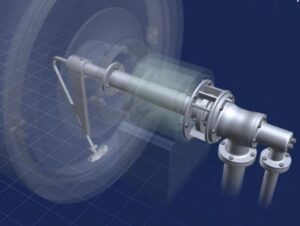
Daha önce de belirtildiği gibi, kurutucuya buhar verilmesi ve içerideki yoğunlaşmış suyun boşaltılması gerekmektedir. Ancak kurutucu dönen bir silindir gövdesi olduğundan, bu görevi tamamlamak için özel bir bağlantı parçasına, yani buhar bağlantı parçasına ihtiyaç duyulmaktadır.
Buharın verilmesi ve yoğunlaşmış suyun tahliyesi genellikle kurutucunun bir ucundaki döner bir bağlantı ile tamamlanır veya buhar bir uçtan verilebilir ve yoğunlaşmış su diğer uçtan tahliye edilebilir.
Yukarıdaki şema, buhar ve yoğuşmanın aynı uçtan girip çıktığı tipik bir buhar bağlantı şemasıdır. Kurutucunun bu ucundaki şaft boynu içi boştur ve buhar ile yoğuşma suyu için bir geçiş yolu sağlar. Giriş ucundan girdikten sonra, buhar taşıma borusunun açıklığından kurutucuya girer ve yoğuşmuş su bir sifon tarafından emilerek taşıma borusunun içindeki boru hattından dışarı atılır.
Mil boynuna rulman ve diğer bileşenlerin takılması gerektiğinden, mil boynuna giren buharın neden olduğu sıcaklık artışı olumsuz etkilere yol açacaktır. Bu nedenle, buharın taşıma borusundaki ısısını mil boynundan mümkün olduğunca ayırmak için yalıtım manşonları kullanılır.
Yalıtım kılıfı içi boş şaft boynuna sabitlenmiştir ve kurutucu ile birlikte dönerken, sabit braket, taşıma borusu vb. sabit kalır.
Yalıtım kılıfının ucu, iç buhar sızıntısını önlemek için bir karbon halka ile kapatılmalıdır. kurutucu silindiri
Türbülans çubuklu kurutucu silindiri
Türbülans çubuğunun amacı, kurutucuda yüksek hızlı dönüş altında oluşan yoğuşma suyu halkasını bozarak daha fazla türbülans yaratmaktır. Türbülans çubuğu, kurutucunun iç yüzeyinin yatay yönüne monte edilir ve kurutucu ile birlikte sabit bir hızda döner. Bu nedenle, su halkasını hareket ettirir, türbülans oluşturur ve ısı iletimini kolaylaştırır. Türbülans çubuğunun kurutucu yapı şemasındaki konumunu çiziniz.
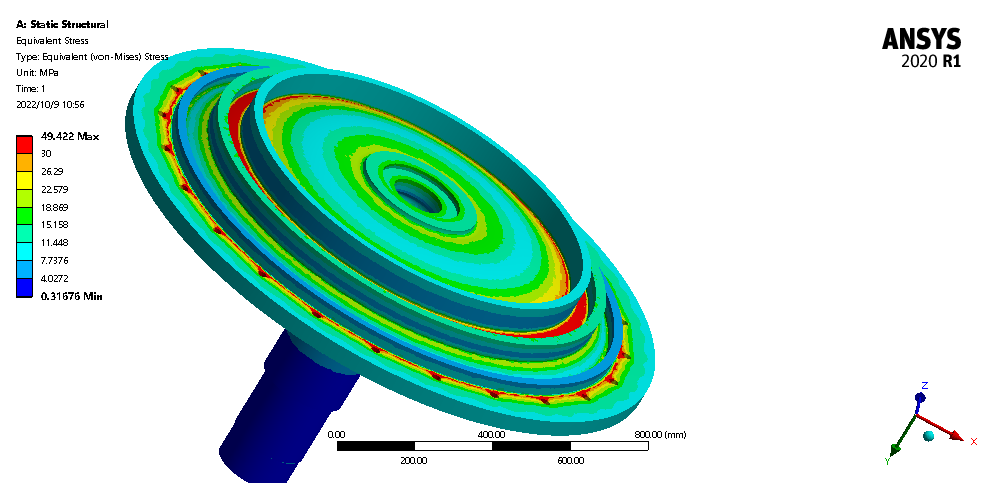
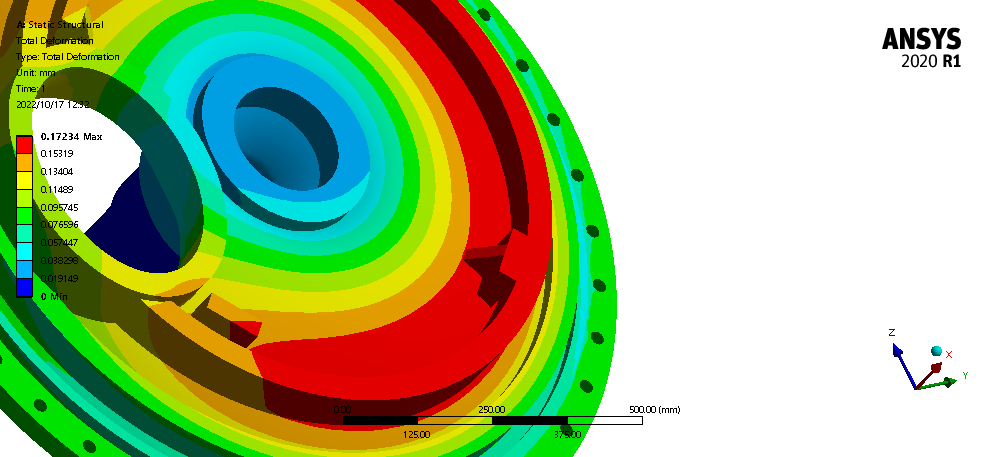
Kurutma Makinesi Silindirinin Sonlu Eleman Analizi
Sıkça Sorulan Sorular kurutma makinesi silindiri
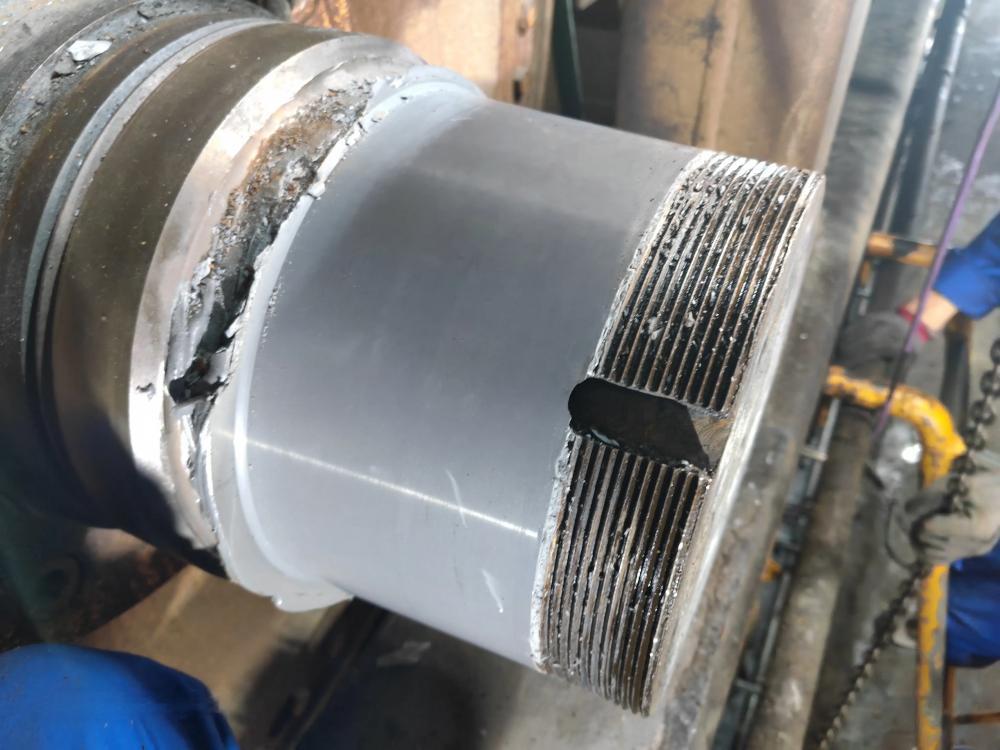
Kurutma silindiri şaft başlığı aşınma kurutucu silindiri
Kurutma makinesinin çalışma sırasında maruz kaldığı yüksek sıcaklık ve basınç nedeniyle, kurutma makinesi şaft başlığı aşınmaya ve yıpranmaya eğilimlidir ve bu da ekipmanın çalışamaz hale gelmesine neden olur.
Geleneksel onarım yöntemi, onarım için standart dışı burçların işlenmesidir; bu da standart dışı burçlar ve mil çaplarının birleşiminde kolayca sorunlara yol açabilir; sökme, işleme ve onarım uzun inşaat süreleri ve yüksek maliyetler gerektirir.
Uzun yıllar boyunca işletmeler etkili ve hızlı onarım yöntemleri bulmakta zorlandılar. Çin'de olgunlaşmış hızlı onarım yöntemleri, esas olarak yerinde hızlı onarım için polimer kompozit malzemeler kullanmaktadır ve onarım etkisi ve maliyet açısından kaynak ve fırça kaplama gibi geleneksel onarım yöntemlerini çok geride bırakmaktadır.
Onarım süresi kısa, işlem basit ve maliyet nispeten düşük. Polimer kompozit malzemeler, temas yüzeyleri arasında %100 temas sağlamakla kalmaz, aynı zamanda doğal bir esnekliğe de sahiptir; bu da darbelere ve titreşimlere karşı dirençlerini, esnek olmayan metal malzemelere göre çok daha yüksek hale getirir.
Aynı zamanda, rulman iç halkasının genleşmesi ve büzülmesiyle birlikte genleşip büzülerek aşınma olasılığını en aza indirir ve ekipmanın normal kullanım ömrünün ötesinde bile normal çalışmasını sağlar.
Kurutma silindirinin çalışma yöntemi:
1. Kalıp işleme: Standart bölünmüş kalıpların yapımı (çift taraflı veya tek taraflı konumlandırma);
2. Yüzey işlemi: Temiz, kuru ve sağlam bir yüzey elde etmek için yağdan arındırma, parlatma ve temizleme;
3. Malzemelerin karıştırılması: doğru oran, homojen karıştırma;
4. Kaplama malzemesi: Yapışma, dolgu ve kalınlığın sağlanması;
5. Kalıbı takın: Ayırıcı maddeyi uygulayın, kalıbı yerleştirin ve fazla malzemenin dışarı atıldığından emin olmak için sabitleyin;
6. Kalıptan Çıkarma: Katılaşmanın ardından, fazla malzemeyi temizlemek için kalıbı sökün. Malzemeler yerinden oynatılmamalı ve montaj gereksinimlerini karşılamak için parlatma makineleri ve törpüler gibi aletler kullanılarak çıkarılabilir.



